NOTE TECNICHE
Peso profilati – Il peso indicato è quello teorico e potrà variare in funzione delle tolleranze di spessore e dimensionali dei profilati (UNI EN 755-9).
Dimensioni profilati – Le dimensioni indicate sono quelle teoriche; potranno quindi variare in funzione delle tolleranze dimensionali d’estrusione (UNI EN 755-9).
Dimensioni di taglio – Le dimensioni teoriche di taglio riportate nel presente catalogo sono esatte. In certi casi dovranno, nella pratica essere arrotondati in base alla precisione ed al tipo d’impostazione delle misure nelle macchine in dotazione nella propria officina.
Lunghezza barre alluminio – La lunghezza commerciale delle barre dei profilati di questa serie è di mm 6500. Per eventuali dimensioni differenti contattare i ns. uffici commerciali.
Lunghezza barre legni – La lunghezza commerciale delle barre dei legni di questa serie è di mm 4200. Per eventuali dimensioni differenti contattare i ns. uffici commerciali.
Tolleranza di posa – Tra l’interno del controtelaio d’acciaio e l’esterno del telaio fisso è preferibile mantenere una tolleranza per la posa in opera di 5 mm, considerando una sporgenza degli espansori di fissaggio di circa mm 2. Questa misura può essere variata, per particolari esigenze, purché sia mantenuta la possibilità di effettuare una valida sigillatura.
Schemi e sezioni – La rappresentazione delle sezioni riportate sul presente catalogo non ha valore limitativo ma è solo un suggerimento di come si possono risolvere in modo semplice e funzionale alcune situazioni che si trovano nella realtà.
Profilati estrusi lega: 6060 (UNI EN 573)
Stato di fornitura: T5 (EN-755-2)
Tolleranze Dimensionali: EN 755-9
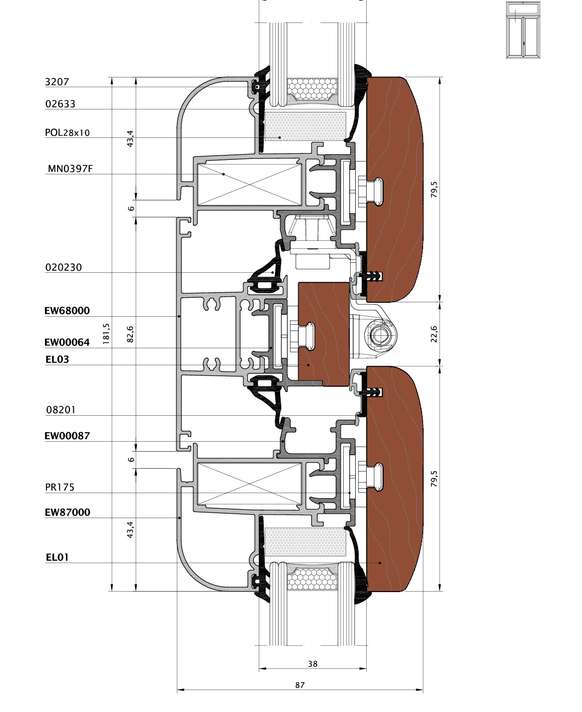
Tipo di tenuta: soluzioni: sormonto interno e complanare esterno: guarnizione centrale e battuta
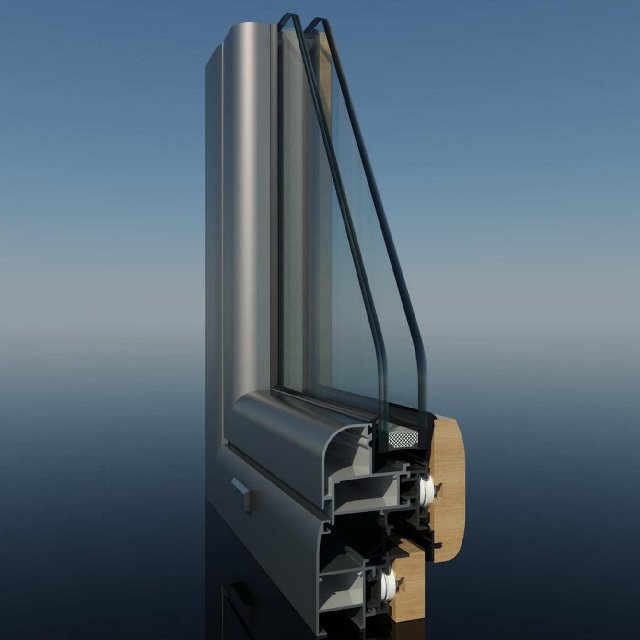
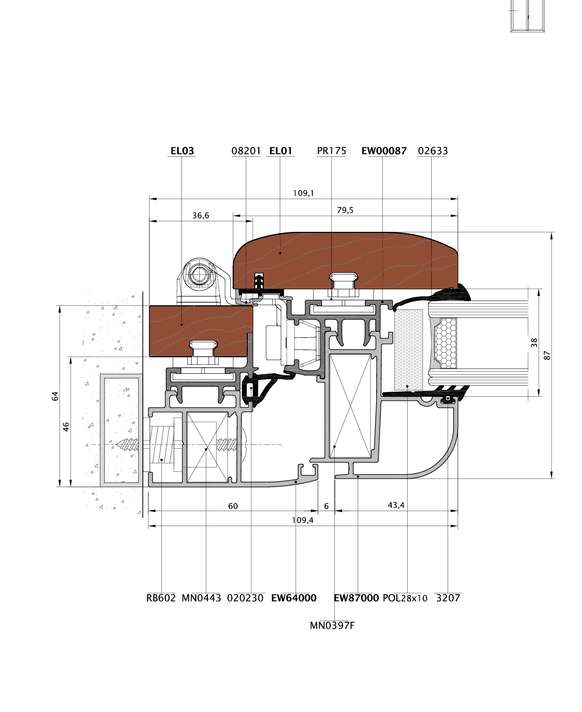
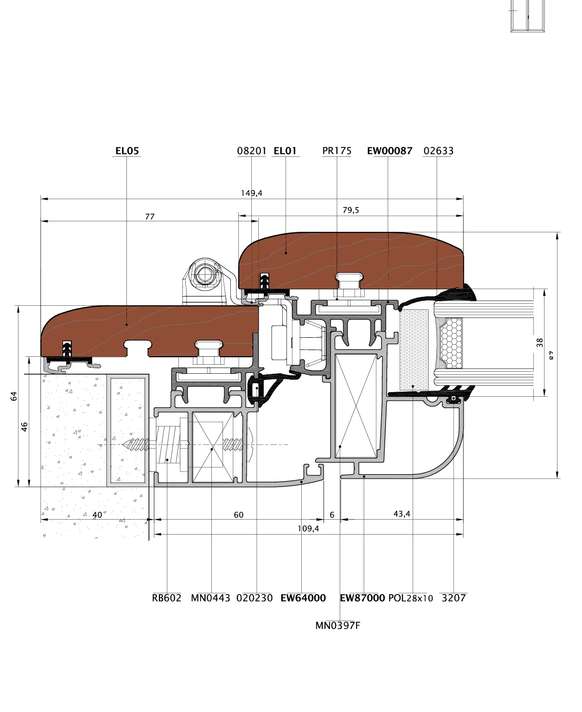
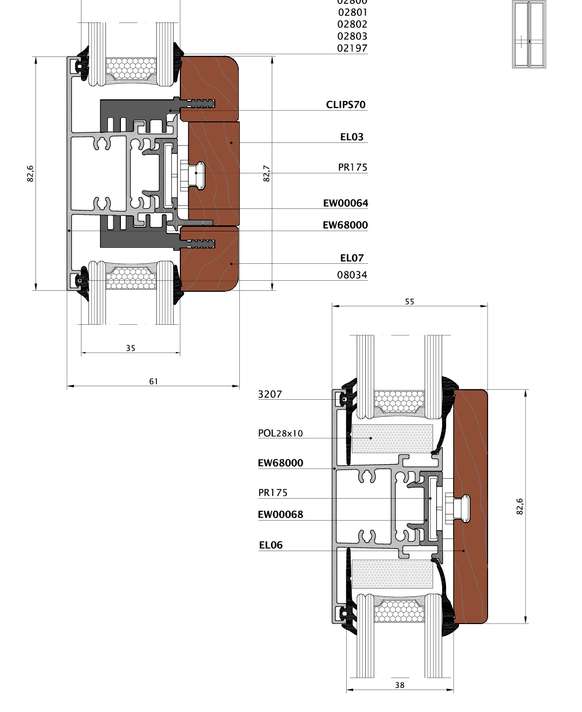
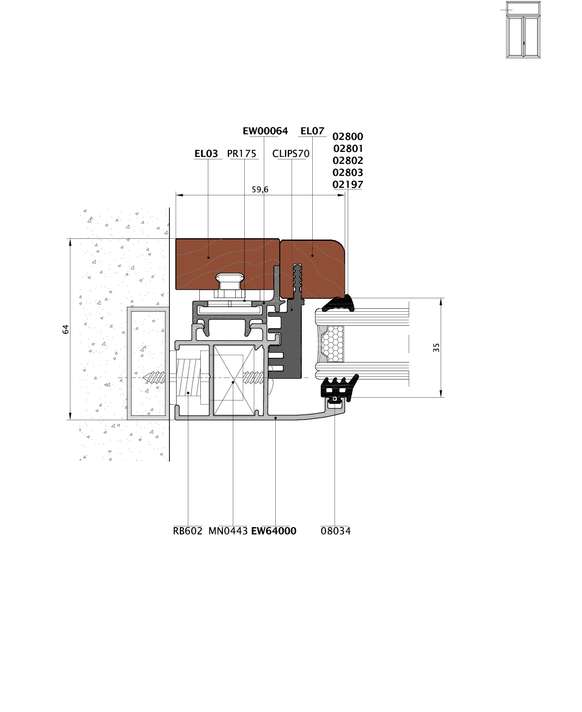
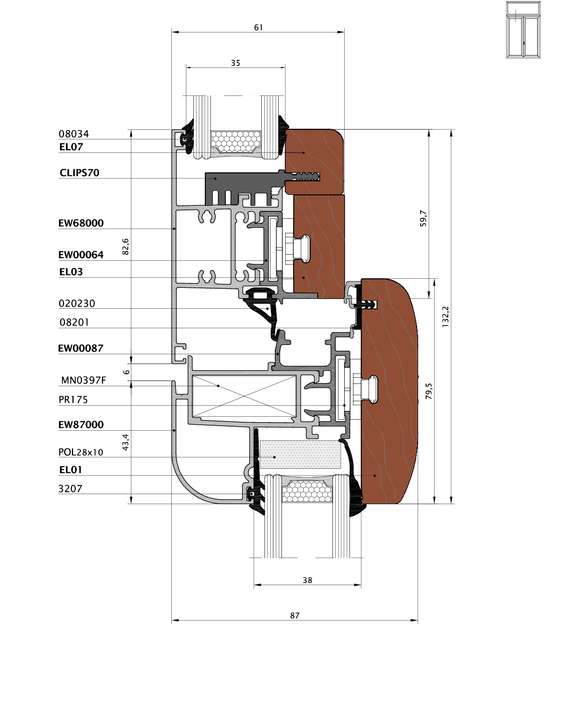
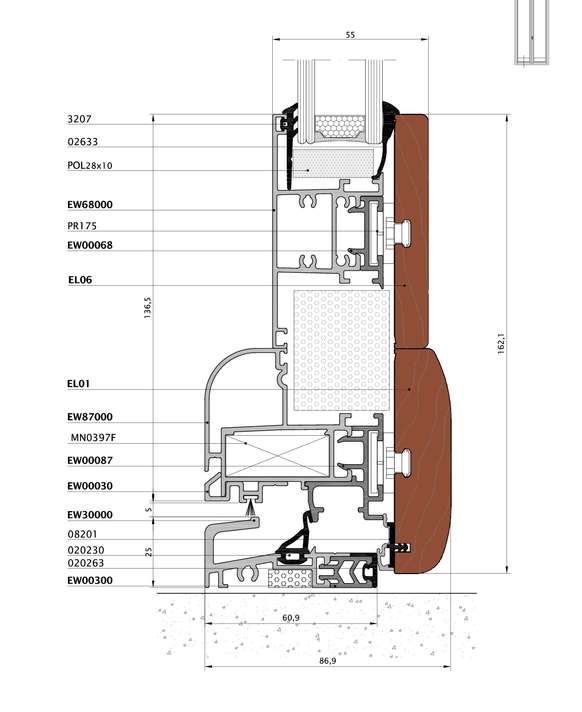
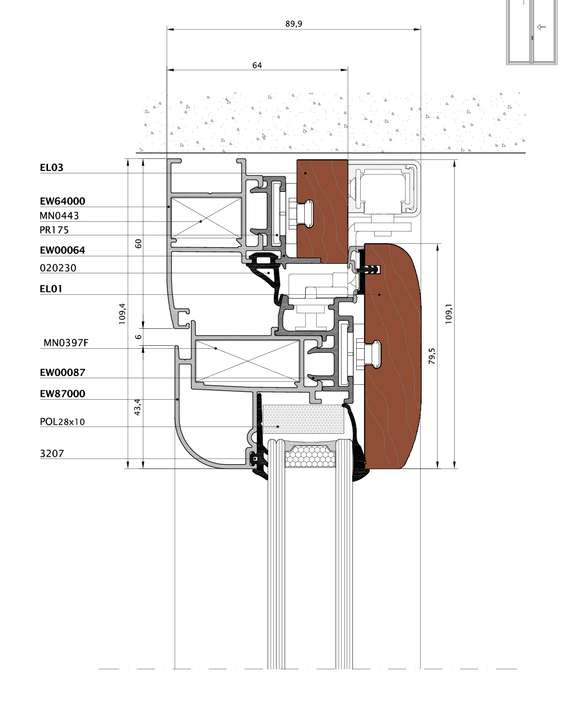
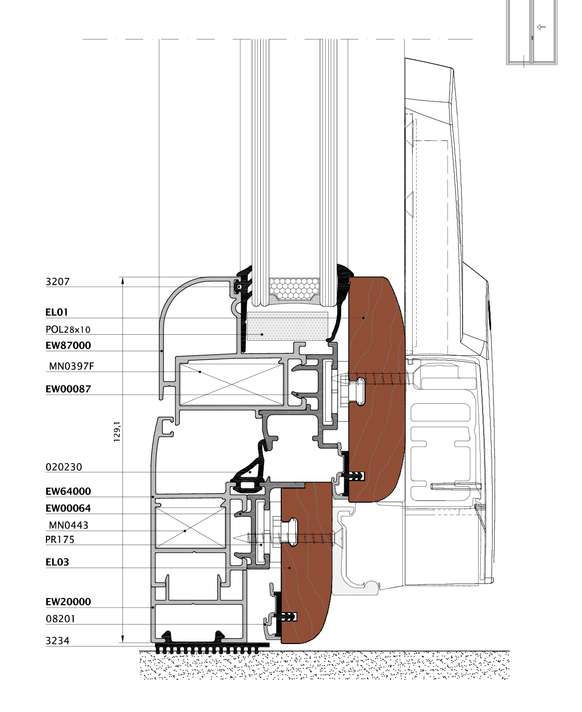
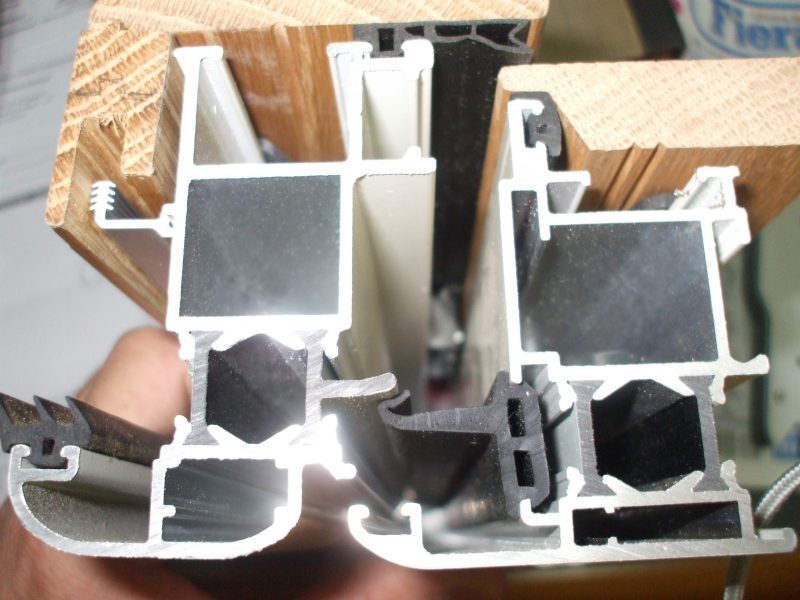
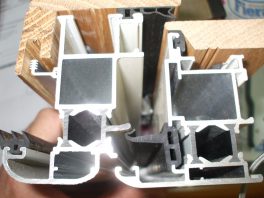
Tipo profilato – Ad isolamento termico. L’interruzione del ponte termico è ottenuta attraverso l’interposizione tra l’estruso in alluminio e il legno scorniciato di un profilo in poliammide. La distanza minima tra il profilo in legno e quello in alluminio non è mai inferiore a 11 mm sui telai fissi e mai inferiore a 15 mm sulle ante mobili. L’aggancio tra il profilo in alluminio ed il profilo isolatore in poliammide è di tipo meccanico a scatto senza l’utilizzo di colle e/o resine particolari. Il trattamento di verniciatura potrà essere effettuato con una temperatura di 200°C per 20 minuti.
Applicazione vetro – Posizionato sul telaio in alluminio prima dell’assemblaggio con le cornici in legno. Spazio massimo, tra i profilati, per inserimento vetro: 38mm
Dimensioni base:
Soluzione base:
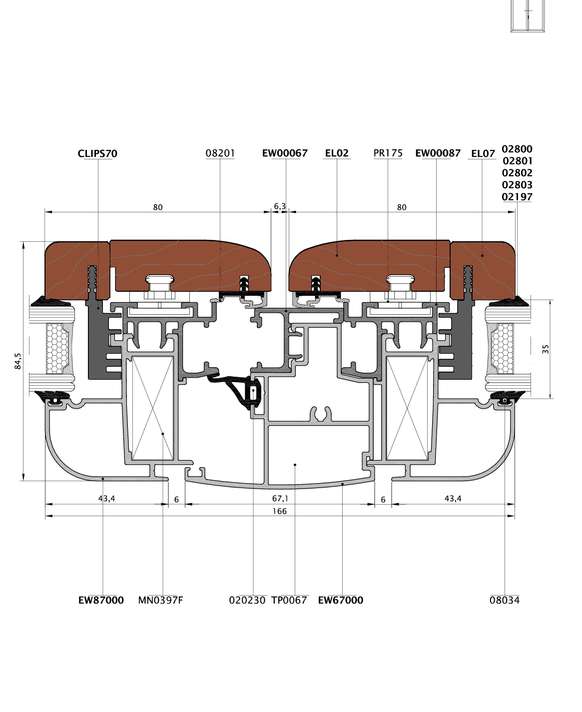
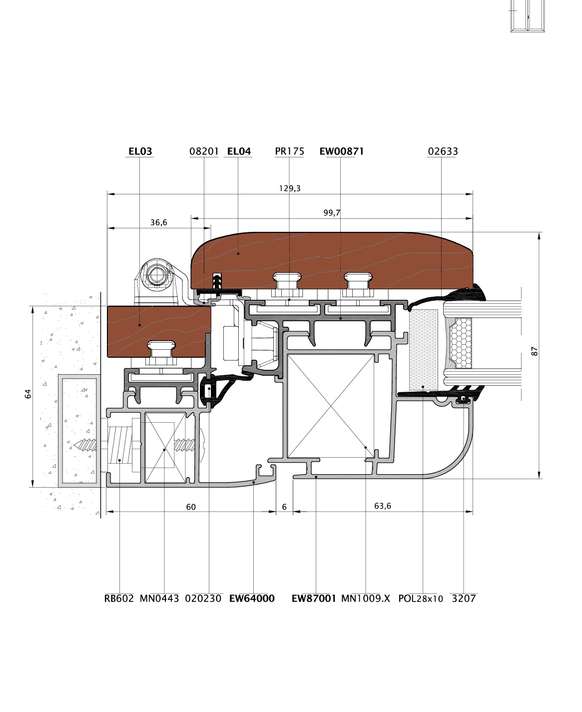
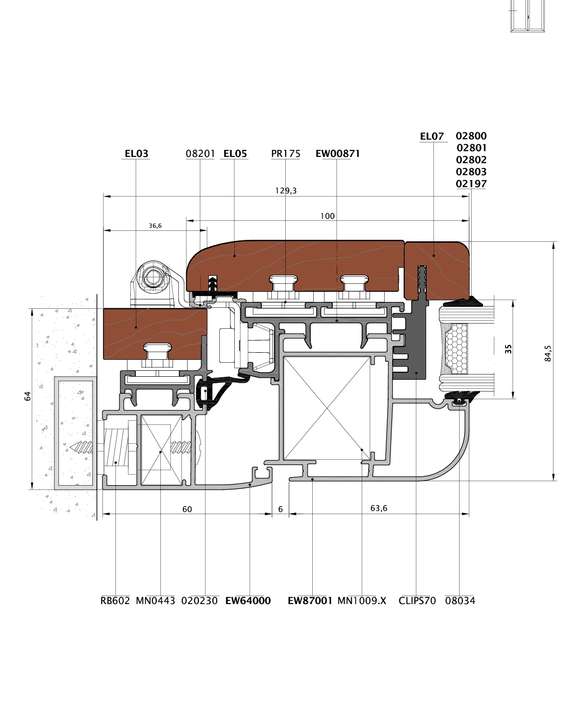
– Telaio fisso: profondità 64 mm
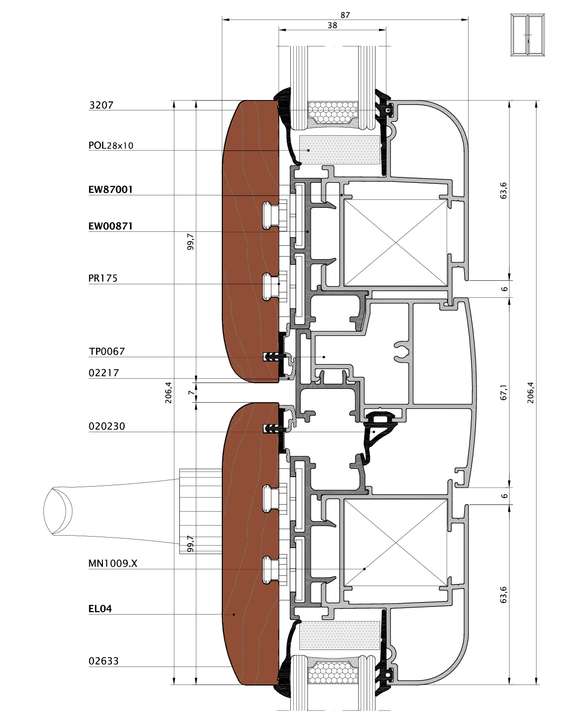
– Telaio mobile (anta): profondità 87 mm
– Telaio mobile (anta con fermavetro): profondità 85 mm
– Fuga interna – vetro infilare: mm 7
– Fuga interna – fermavetro: mm 6,3
– Fuga esterna: mm 6
– Sovrapposizione di battuta (sormonto): mm 7
– Altezza aletta sede vetro: mm 38
– Dimensione interna dei tubolari telaio: mm (25×14,7)
– Dimensione interna tubolari anta: mm (36,8×15/31)
– Sede e alloggiamento accessori: Area 12 mm – Interasse 13 mm – Pista 16 mm
Caratteristiche Principali – Il sistema è particolarmente curato sia nella tecnica sia nel design. Molto accurato il design dei profilati, che permettono di avere un’ampia varietà di soluzioni al di fuori dei canoni dei sistemi tradizionali.
DESCRIZIONE PER CAPITOLATO
Serramenti misti in alluminio-legno, con struttura portante costruita con estrusi in alluminio, lega EN AW 6060, secondo le norme UNI 9006/1 con stato di fornitura T5 e tolleranze dimensionali e spessori secondo le norme EN 12020/2, nella parte esterna, e con masselli in legno scorniciati o con legno soft-wood Finger-joint impiallacciato con tranciati di legno nella parte interna.
L’interruzione del ponte termico sarà ottenuta attraverso l’interposizione tra l’estruso in alluminio e il legno scorniciato di un profilo a basso valore di conduzione termica realizzato in poliammide caricato con fibra di vetro al 35% che, oltre ad essere un buon elemento isolatore, garantisce anche l’assorbimento della dilatazione dei profili di materiale diverso. La distanza minima tra il profilo in legno e quello in alluminio non sarà mai inferiore a 11 mm sui telai fissi e mai inferiore a 15 mm sulle ante mobili. Non ci sarà mai nessun contatto tra il profilo in legno ed il profilo in alluminio al fine di evitare formazioni di condensa per trasporto a causa delle differenti temperature esistenti fra i diversi elementi. L’aggancio tra il profilo in alluminio ed il profilo isolatore in poliammide sarà di tipo meccanico a scatto senza l’utilizzo di colle e/o resine particolari.
La sede di fissaggio della ferramenta sarà contenuta nel profilo isolatore in poliammide in maniera tale da evitare la dispersione di calore.
L’ancoraggio dei listelli in legno al profilo in alluminio preassemblato con il profilo isolatore è assicurato da specifici tasselli “Block-stop” in nylon che assicurano un ancoraggio meccanico a coda di rondine senza la presenza di viti che potrebbero danneggiare il profilo in legno e creare delle condense dovute alla presenza di materiali metallici. L’ancoraggio dei profili in legno avviene dopo la posa del vetro per evitare di istallare profili fermavetro fissati con chiodi o altro materiale metallico. Dopo l’ancoraggio dei profili in legno il telaio fisso dovrà avere una profondità minima di mm 64 mentre l’anta mobile, per garantire una maggiore resistenza alla pressione dinamica del vento, avrà una profondità minima di mm 87.
Il tipo di tenuta sarà del tipo a giunto aperto e così costituita:
– guarnizione centrale, posizionata sui telai fissi, di tenuta tubolare in EPDM con vulcanizzazione perossidica, la giunzione angolare di detta guarnizione è assicurata attraverso l’utilizzo di angoli vulcanizzati in EPDM stampati;
– guarnizione di battuta, inserita nell’apposita cava, sul profilo in legno dell’anta mobile, realizzata in materiale coestruso EPDM – gomma espansa.
I serramenti dovranno garantire le seguenti classi di tenuta stabilite secondo le norme: EN 14351-1:2006 EN 1026:2000 EN 12207:1999 / EN 1027:200 EN 12208:1999 / EN 12211:2000 EN 12210:1999:
PERMEABILITA’ ALL’ARIA: CLASSE 4
TENUTA ALL’ACQUA: CLASSE E1500
RESISTENZA AL CARICO DEL VENTO: CLASSE C4
Inoltre il sistema dovrà garantire un valore di trasmittanza termica della sezione di ogni nodo non superiore a 2,20 W/mqK. Tale valore deve essere verificato tramite calcolo semplificato agli elementi finiti secondo la norma EN ISO 10077-2 o con prova in laboratorio in camera calda (hot-box) secondo la norma EN ISO 10077-2.
Le giunzioni angolari dei profili in alluminio dovranno essere realizzate con apposite squadrette a bottone, a spinare e/o cianfrinare. Le giunzioni angolari dei profili in legno saranno effettuate dopo il taglio a 45° gradi con tasselli a coda di rondine della ditta Hoffman, previa lavorazione di fresatura e protezione dell’angolo con impregnante bi componente poliuretanico
Tutta la ferramenta di movimentazione (cerniere, catenacci, aste di comando, bracci anta-ribalta) dovrà essere tipo Maico, con pista 16 mm, area 12 ed interasse 13 mm e sistema antieffrazione WK2, o di altre primarie marche europee; sarà fissata alla struttura portante in alluminio ma da essa completamente isolata grazie al profilo isolatore come descritto in precedenza. Tutta la ferramenta dovrà essere zincata e passivata due volte.
TRATTAMENTO SUPERFICIALE
Il trattamento delle superfici in legno dovrà essere effettuato previa levigatura mediante il seguente processo:
-Tinteggiatura con tinte a solvente
-Verniciatura con mano di fondo con prodotti poliuretanici bi componenti
-Carteggiatura del fondo
-Verniciatura finale di finitura con prodotti poliuretanici bi componenti.
La protezione e la finitura delle superfici dei profilati in alluminio dovranno essere effettuate mediante anodizzazione o verniciatura.
L’anodizzazione a marchio europeo “EURAS-EWAA / QUALANOD” nel colore dovrà essere eseguita con ciclo completo comprendente le preliminari operazioni di decapaggio, sgrassaggio e satinatura meccanica o chimica. Lo spessore dell’ossido dovrà essere garantito con un valore medio di 15 Micron.
La verniciatura a marchio europeo “QUALICOAT” nel colore realizzato mediante l’impiego di sole polveri poliestere avrà uno spessore minimo di 60 Micron, e sarà effettuata con un ciclo comprendente:
• Presgrassaggio
• Sgrassaggio alcalino a 50°C
• Doppio lavaggio
• Disossidazione acida
• Lavaggio
• Cromatazione per immersione per garantire che tutte le parti siano interessate
• Lavaggio
• Lavaggio demineralizzato
• Verniciatura a polvere applicata elettrostaticamente e cottura in forno (160-180°C).